
The water from the deaerator being returned to the boiler generally has a temperature of approximately105 °C. The water in the boiler at a higher pressure is at a higher temperature. The steam boiler is fed with water to replace system losses and recycle condensate, etc. Heat recovery is possible by preheating the feed-water, thus reducing the steam boiler fuel requirements.
The preheating can be done in four ways:
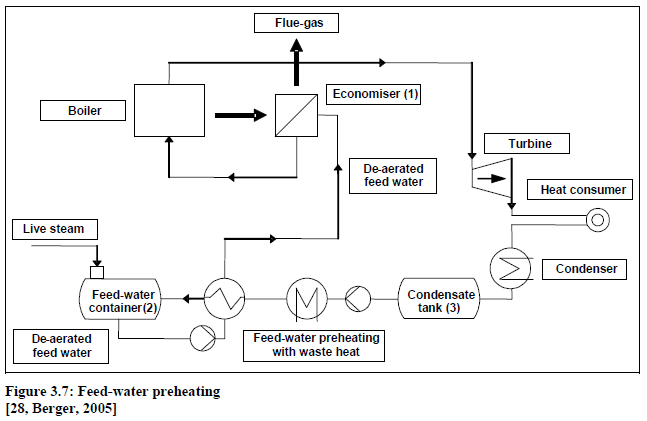
•using waste heat (e.g. from a process): feed-water can be preheated by available waste heat, e.g. using water/water heat exchangers
•using economisers: an economiser ((1) in Figure 3.7) is a heat exchanger which reduces steam boiler fuel requirements by transferring heat from the flue-gas to the incoming feed-water
•using deaerated feed-water: in addition, the condensate can be preheated with deaerated feed-water before reaching the feed-water container ((2) in Figure 3.7)). The feed-water from the condensate tank ((3) in Figure 3.7)) has a lower temperature than the deaerated feed-water from the feed-water container ((2) Figure 3.7)). Through a heat exchanger, the deaerated f eed-water i s cooled down further ( the heat is transmitted to the feed-water from the condensate tank). As a result, the deaerated feed-water forwarded through the feed-water pump is cooler when it runs through the economiser ( (1) in Figure 3.7)). It thus increases its efficiency due to the larger difference in “ and reduces the flue-gas temperature and flue-gas losses. Overall, this saves live steam, as the feed-water in the feed-water container is warmer and therefore less live steam is necessary for its deaeration
•installing a heat exchanger in the feed-water stream entering the deaerator and preheating this feed-water by condensing the steam used for stripping ( see Section 3.2.8 for details of deaeration).
The overall efficiency can be increased through these measures, that is, less fuel energy input is required for a certain steam output.
 鍋爐用水從祛水器回流到鍋爐前通常將近105 °C,鍋爐中的用水在高壓狀態亦為高溫狀態。蒸汽系統消耗的水量及回收凝結水以飼水來補充。預熱飼水以回收熱能可減少蒸汽鍋爐燃料的需求。
鍋爐用水從祛水器回流到鍋爐前通常將近105 °C,鍋爐中的用水在高壓狀態亦為高溫狀態。蒸汽系統消耗的水量及回收凝結水以飼水來補充。預熱飼水以回收熱能可減少蒸汽鍋爐燃料的需求。
飼水預熱有下列四種方法
•使用製程廢熱:使用水對水熱交換器來回收可用的製程廢熱。
•使用節煤器:節煤器是一種熱交換器,可將煙氣熱能移轉到進來的鍋爐飼水,以減少蒸汽鍋爐的燃料使用。
•使用經過除氣器後的飼水:凝結水可以用除氣後的飼水在進入飼水槽前將之預熱,從凝結水槽來的飼水溫度比除氣飼水低,經過熱交換器後除氣飼水溫度被冷卻下來,其熱能傳導給凝結水、飼水、除氣飼水向前再經飼水泵浦打入節煤器前,其溫度又再低一些。因為這樣使得飼水和煙氣的溫差加大,可以吸收更多能量而降低煙氣的溫度和熱損失,因而提升效率。整體而言,飼水槽中的溫度提高而不需要很多蒸汽去當除氣用蒸汽,因而節省蒸汽用量。
•在飼水要進入除氣器前裝設一套熱交換器,利用要脫除氣體的蒸汽,用飼水凝結而預熱。
透過上述方法可提升整體效率,可減少用來生產蒸汽的燃料。
Possible disadvantages of these four possibilities are that more space is required and their availability for industrial facilities decreases with rising complexity.
上述四種方法的缺點是需要更多的空間來裝設,以及在工業用途上其引發的複雜性減低了利用的意願。
In some existing plants, feed-water preheating systems can only be integrated with difficulty. In practice, feed-water preheating with deaerated feed-water is applied only rarely.
In high output plants, feed-water preheating through an economiser is standard. In this context, however, it is possible to improve the efficiency of the economiser by up to 1 % by increasing the temperature difference. Using waste heat from other processes is also feasible in most installations. There is also potential to use it in lower output plants.
在一些既有工廠飼水預熱系統不容易整合。在實務上應用除氣後飼水去預熱飼水的例子也不多見。
在高產能的工廠節煤器加熱飼水是一標準程序,在這議題上提高節煤器的溫度差,可能提升節煤器的效率到1%。在大多數裝置利用製程廢熱也是可行的,同理也可應用在較低產能的工廠。
The amount of energy savings potential by implementing economiser feed-water preheating depends on several conditions such as local system requirements, condition of the stack or flue- gas quality. The payback for a particular steam distribution system will depend on the operating hours, the actual fuel price and the location.
In practice, the possible savings from feed-water preheating amount to several percent of the steam volume generated. Therefore, even in small boilers the energy savings can be in the range of several GWh per year. For example, with a 15 MW boiler, savings of roughly 5 GWh/yr, some EUR 60000/yr and about 1000 tonnes CO2/yr can be attained. The savings are proportional to the size of the plant, which means that larger plants will see higher savings.
Boiler flue-gases are often rejected to t he stack at temperatures of more than 1 00 t o 150 º C higher than the temperature of the generated steam. Generally, boiler efficiency can be increased by 1 % for every 40 º C reduction in the flue-gas temperature. By recovering waste heat, an economiser can often reduce fuel requirements by 5 t o 10 % and pay for itself in less than 2 years. Table 3.7 shows examples of the potential for heat recovery.
 採用節煤器飼水預熱所能得到潛在節能要靠一些條件的配合,如當地系統需求、煙囪條件及煙氣的品質等。至於特定蒸汽配送系統的投資回收年限則取決於操作時數、燃料價格及所在之區位而定。
採用節煤器飼水預熱所能得到潛在節能要靠一些條件的配合,如當地系統需求、煙囪條件及煙氣的品質等。至於特定蒸汽配送系統的投資回收年限則取決於操作時數、燃料價格及所在之區位而定。
實務上,從飼水預熱可能節省的成本是以蒸汽生產數量的比例來討論,所以即使小型鍋爐的節能也可達每年數GWh。例如一座15MW的鍋爐大約每年節能5GWh,相當於每年節省6萬歐元及1000噸的CO2減排量。這些節省的量與工廠規模成正比,也就是說工廠規模越大節省越多。
一般而言,鍋爐煙氣以高於產出蒸汽100~150 º C的溫度從煙囪排放,煙氣溫度每降低40 º C,鍋爐效率就可提升1%。利用節煤器回收廢熱往往可減少5~10%的燃料需求,如此兩年內就可回收投入成本。
Energy Efficiency (2009) 3.2.5